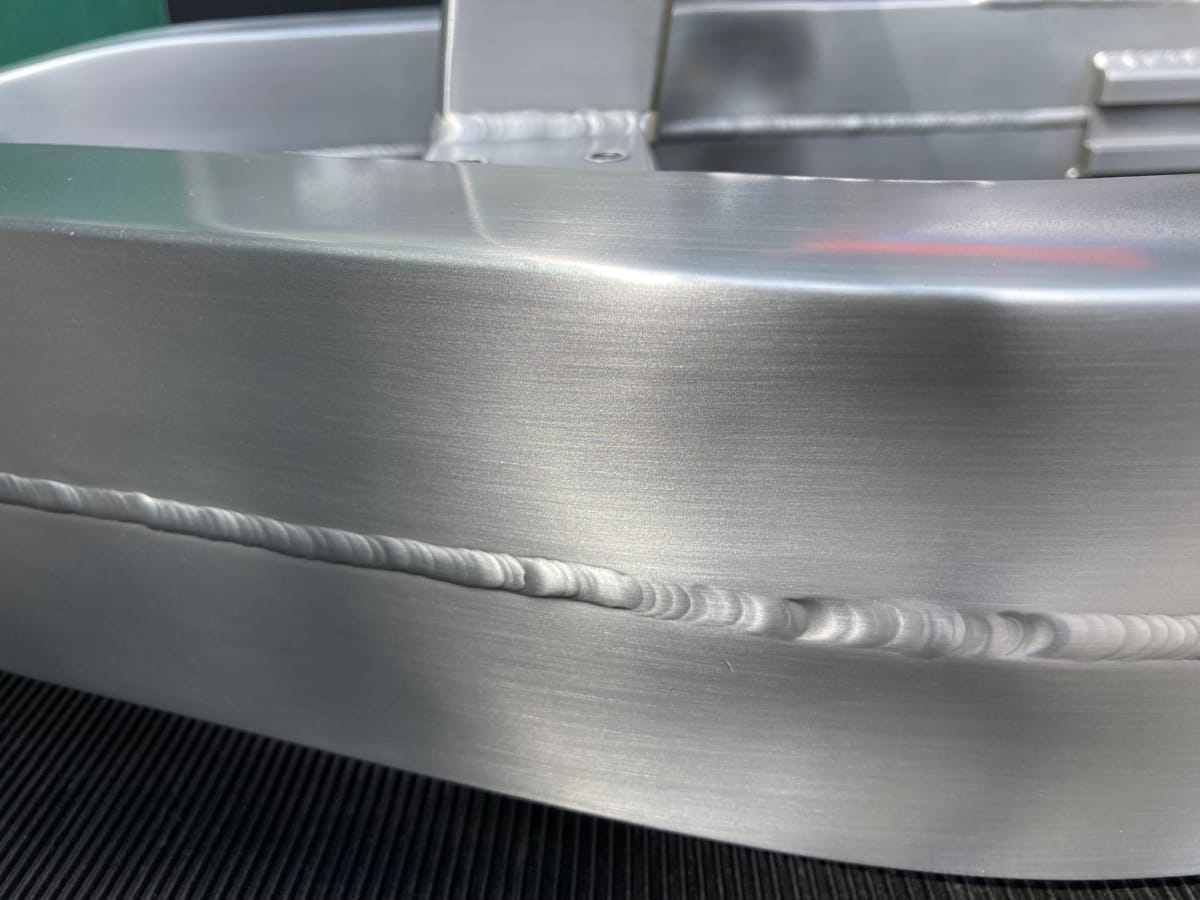
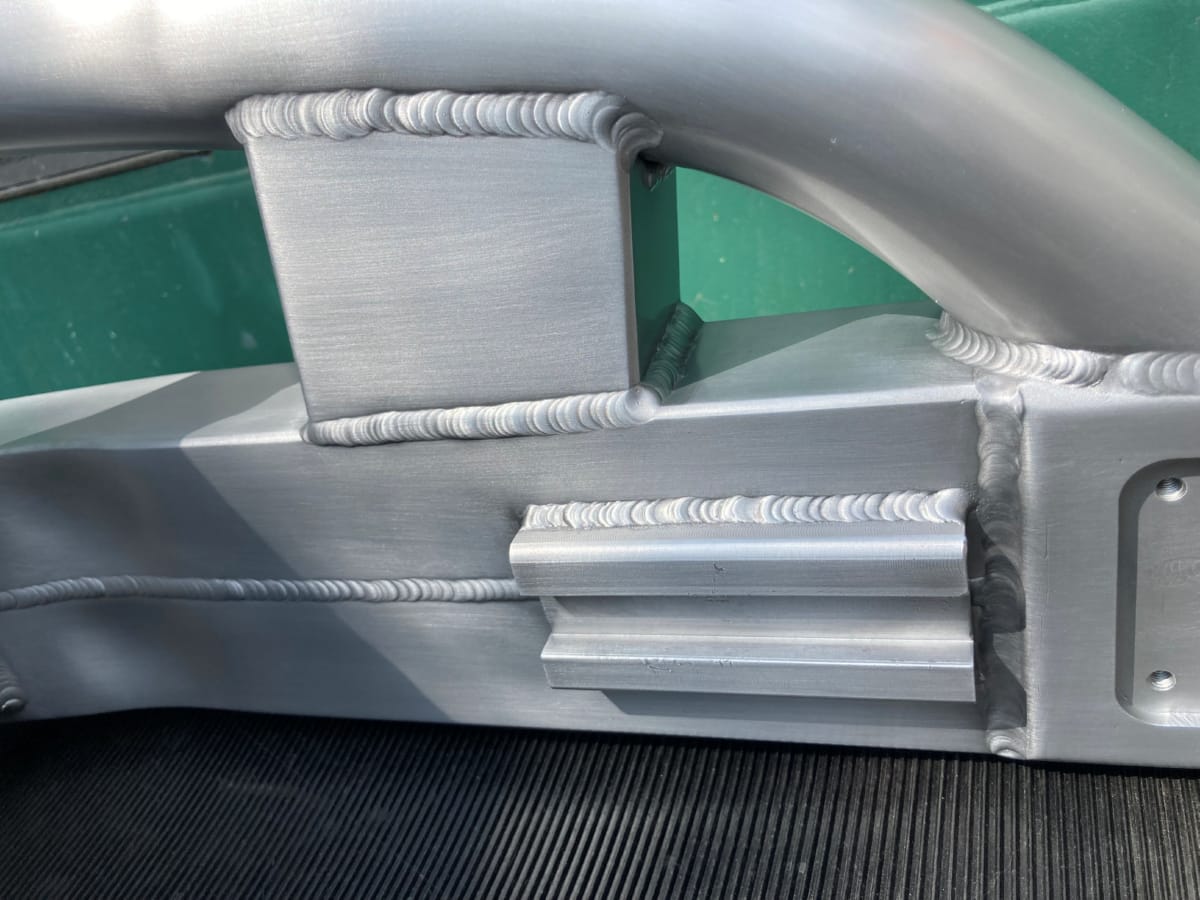
The name coded welder is a technical term to describe time served and skilled welders who have completed welder approval testing to a specification or standard such as ASME IX and BS EN ISO standards.
All of our welders are multi-coded and qualified to the highest standards including working on pressure vessels - we are a complete welding service.
Vapour blasting is also commonly known as wet blasting, liquid honing, vapour honing, dustless blasting, or slurry blasting. Wet blasting is a process for removing contaminants from a surface, or finishing a surface using pressurised water and abrasive blast media.
CNC PLASMA CUTTING
CNC plasma cutting refers to the cutting of metals using a plasma torch controlled from a computer. Plasma cutters operate by forcing a gas or compressed air at high speeds through a nozzle. Once an electric arc is introduced to the gas, ionised gas or plasma is created, the fourth state of matter. This creates a high performance accurate and clean cut in any metal or substrate.
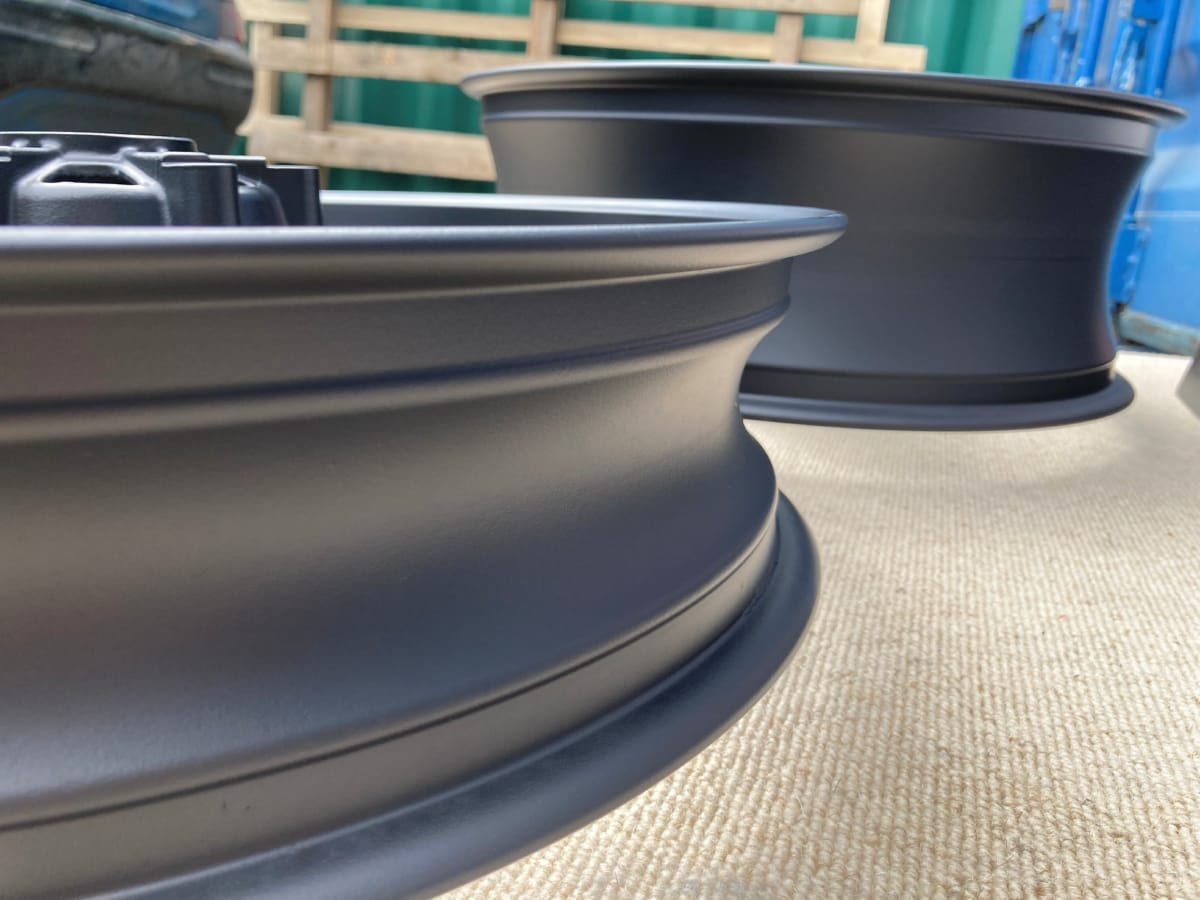
WHEEL REPAIR
We offer a full wheel repair and refurbishment service including welding, straightening, rim repair, scratch and scuff repair, painting and coating. Nearly all jobs can be completed same day - you deliver the vehicle to us and we manage the entire job including wheel removal and refitting.
TRAINING
We offer complete training in all our range of Services to achieve recognised standards and qualifications.
We also offer individual skill training where there is a need. Let us know your training requirements and we can put together a tailored package to suit.
PROCESSES
It all begins from either recognized line drawings or customers sketches which we draw onto our CAD program and convert to G Code. This then allows our CNC plasma cutter to cut the flat sheets including wrappers and barrel, leaving only weld prepping before forming and welding.
We follow the BS EN ISO 15614-6:2006 welding procedure, and as our process is different from the conventional silver brazing technique, we do not require flanging of plates, so nothing needs annealing.
We use copper filler wire which is close to the parent material, including extra deoxidising elements. This allows us to construct the boilers in a way that other methods cannot, due to the local heat input.
Existing TIG welded joints; we will not undo any of the existing work through overheating. Stay arrangements are followed from recognised designs, but we also have safety guidelines in which we can cross-reference with to ensure adequate safety factors are met for the intended design pressure at that shape/size of the vessel.
We still braze the bushes in. These are machined from 'PB1' phosphor bronze, which, although with a high content of copper are capable of being welded to the boilerplate. However, we opt for brazing to BS EN 13134:2000 with 55% silver, allowing the option of replacing bushes if threads are stripped later in its life.
Of course, with the rest of the vessel being welded, we do not find ourselves chasing cracked silver joints around as most of our customers will be all too familiar with.
Conforming to 2014/68/EU pressure equipment directive, all our boilers go out the door bearing CE marks (where required) and conformity and hydro test certificates to twice working pressure which is valid for the life of the boiler unless modifications or repairs that are integral to the vessel occur.
True Fusion Ltd Unit 10-11 Verralls Business Centre Maidstone Road Cranbrook Kent TN17 2AF